Ucore Hosts RapidSX™ Demo Plant Tours and Updates on Successful REE Separation Commissioning Trials
- Ucore’s Kingston, Ontario, RapidSX™ Rare Earth Element (“REE”) Separation Demonstration Plant (“Demo Plant”):
- hosted dozens of industry and government visitors for private tours and presentations in early March
- has successfully achieved the first phase of extraction testing during its synthetic monazite commissioning trials
Halifax, Nova Scotia (March 16, 2023) – Ucore Rare Metals Inc. (TSXV: UCU) (OTCQX: UURAF) (“Ucore” or the “Company”) is pleased to provide an update on activities at its RapidSX™ Demonstration Plant (“Demo Plant“) for the separation of heavy and light rare earth elements (“REEs“). The Demo Plant is located within Ucore’s RapidSX™ Commercialization and Demonstration Facility (“CDF“) in Kingston, Ontario, and is run by its laboratory partner, Kingston Process Metallurgy Inc. (“KPM“).

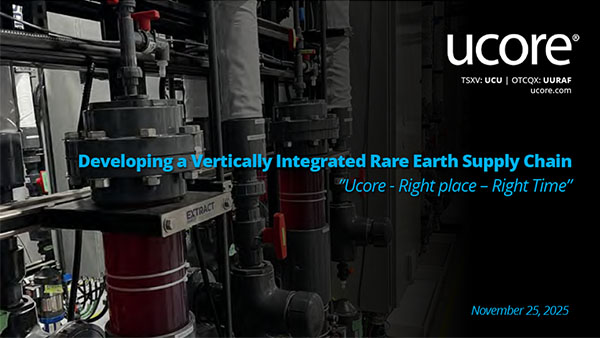
Figure 1 – The 52-Stage RapidSX™ REE Separation Demo Plant in Kingston, Ontario
Designed to Process HREE & LREE Feedstocks Derived from Bastnasite, Eudialyte, Ionic Clay, Monazite, Xenotime, and other Mineralization Sources. Plant presentations and tours below.
In early March, the Company hosted dozens of industry and government visitors for private tours and presentations at its CDF in Kingston, Ontario. The by-invite-only tours introduced and/or updated key existing and prospective strategic partners by demonstrating the operational advantages of Ucore’s RapidSX™ 52-stage REE separation processing system. Ucore highlighted the uniqueness of being able to qualify original equipment manufacturers (“OEM”) planned product requirements and outlined the next stages of commercial deployment activities made possible by the upscale design and function of the Demo Plant. Ucore is now executing a commercial deployment strategy of its RapidSX™ technology platform, which involves “copying and pasting” the current activities within the CDF to its first planned commercial scale REE separation and oxide production plant.
The Company, its engineering partner, Mech-Chem Associates, Inc. (“Mech-Chem“), and the scientific team at KPM are developing the full-scale engineering for the first Strategic Metals Complex (“SMC“). The SMC is a planned REE separation and rare earth oxide production plant slated to commence construction in the US State of Louisiana this year. It is scheduled to initially process 2,000 tonnes of total rare earth oxides (“TREO“) by Q1-2025, increasing to 5,000 tonnes in 2026. Additionally, Ucore is investigating expanding the production throughput to 7,500 tpa of TREO by 2028 due to the specific characteristics of the soon-to-be-announced Louisiana SMC brownfield facility.
“Ucore recently had a tremendous opportunity to meet with and demonstrate our precise plan of establishing an independent REE supply chain to current and prospective industry and government partners at the CDF,” stated Mike Schrider, P.E., Ucore’s VP and COO. “We have assembled a remarkable team to develop the Demo Plant and, in parallel, the full-scale facility in Louisiana. The RapidSX™ technology platform assembly, commissioning, and demonstration process results learned in Kingston will continue to be directly applied to our planned Louisiana SMC and other planned SMCs – one of which is destined for Canada.”
Concurrently, the Company has successfully completed the first phase of extraction circuit testing during its SX-1[i] synthetic monazite trials at the Demo Plant. SX-1 is designed to separate the heavy REE (“HREE”) from the light REE (“LREE”); the results showed that the target separation was achieved and could be enhanced by further tuning of the operational parameters – which is the specific objective of the commissioning trials. Solvent extraction by RapidSX™ is highly effective, efficient, adaptable, and easy to implement in contrast to conventional mixer settlers.
Once commissioned, the Demo Plant is designed to demonstrate the techno-economic advantages, scale-up (currently projected at ≈6X), and commercial durability of the RapidSX™ technology platform. The Demo plant will process tens of tonnes of North American-friendly sources of mixed rare earth chemical concentrates over thousands of run-time hours in a simulated production environment. The planned output products are high-purity NdPr, praseodymium, neodymium, terbium, and dysprosium REEs, to be incorporated into the early stages of OEM qualification trials in Kingston coupled with demonstration and verification trials in Louisiana.
# # #
______________
[i] “SX-1” stands for solvent extraction chemistry split No. 1. Ucore’s 52-Stage Demo Plant is designed to perform virtually any solvent exraction chemistry split, i.e., it can perform SX-1, SX-2, SX-3, SX-4, etc. for generally any HREE or LREE chemical concentrate feedstock.
About Ucore Rare Metals Inc.
Ucore is focused on rare- and critical-metal resources, extraction, beneficiation, and separation technologies with the potential for production, growth, and scalability. Ucore has an effective 100% ownership stake in the Bokan-Dotson Ridge Rare Earth Element Project in Southeast Alaska, USA. Ucore’s vision and plan is to become a leading advanced technology company, providing best-in-class metal separation products and services to the mining and mineral extraction industry.
Through strategic partnerships, this plan includes disrupting the People’s Republic of China’s control of the North American REE supply chain through the near-term development of a heavy and light rare-earth processing facility in the US State of Louisiana, subsequent SMCs in Alaska and Canada and the longer-term development of Ucore’s heavy-rare-earth-element mineral-resource property at Bokan Mountain on Prince of Wales Island, Alaska. Ucore is listed on the TSXV under the trading symbol “UCU” and in the United States on the OTC Markets’ OTCQX® Best Market under the ticker symbol “UURAF.”
For further information, please visit www.ucore.com/corporateupdate.
About RapidSX™ Technology
Innovation Metals Corp. (“IMC“) developed the RapidSX™ separation technology platform with early-stage assistance from the United States Department of Defense (“US DoD“), later resulting in the production of commercial-grade, separated rare-earth elements at the pilot scale. RapidSX™ combines the time-proven chemistry of conventional solvent extraction (“SX“) with a new column-based platform, which significantly reduces time to completion and plant footprint, as well as potentially lowering capital and operating costs. SX is the international rare-earth element (“REE“) industry’s standard commercial separation technology and is currently used by 100% of all REE producers worldwide for bulk commercial separation of both heavy and light REEs. Utilizing similar chemistry to conventional SX, RapidSX™ is not a “new” technology but represents a significant improvement on the well-established, well-understood, proven conventional SX separation technology preferred by REE producers.
Forward-Looking Statements
This press release includes certain statements that may be deemed “forward-looking statements.” All statements in this release (other than statements of historical facts) that address future business development, technological development and/or acquisition activities (including any related required financings), timelines, events, or developments that the Company is pursuing are forward-looking statements. Although the Company believes the expectations expressed in such forward-looking statements are based on reasonable assumptions, such statements are not guarantees of future performance or results, and actual results or developments may differ materially from those in forward-looking statements.
Regarding the disclosure in the press release above, including in the “About Ucore Rare Metals Inc.” section, the Company has assumed that it will be able to procure or retain additional partners and/or suppliers, in addition to Innovation Metals Corp. (“IMC”), as suppliers for Ucore’s expected future Strategic Metals Complexes (“SMCs”). Ucore has also assumed that sufficient external funding will be found to complete the Demo Plant commissioning and demonstration schedule and also later prepare a new National Instrument 43-101 (“NI 43-101”) technical report that demonstrates that the Bokan Mountain Rare Earth Element project (“Bokan”) is feasible and economically viable for the production of both REE and co-product metals and the then prevailing market prices based upon assumed customer offtake agreements. Ucore has also assumed that sufficient external funding will be secured to continue the development of the specific engineering plans for the SMCs and their construction. Factors that could cause actual results to differ materially from those in forward-looking statements include, without limitation: IMC failing to protect its intellectual property rights in RapidSX™; RapidSX™ failing to demonstrate commercial viability in large commercial-scale applications; Ucore not being able to procure additional key partners or suppliers for the SMCs; Ucore not being able to raise sufficient funds to fund the specific design and construction of the SMCs and/or the continued development of RapidSX™; adverse capital-market conditions; unexpected due-diligence findings; the emergence of alternative superior metallurgy and metal-separation technologies; the inability of Ucore and/or IMC to retain its key staff members; a change in the legislation in Louisiana or Alaska and/or in the support expressed by the Alaska Industrial Development and Export Authority (“AIDEA”) regarding the development of Bokan; the availability and procurement of any required interim and/or long-term financing that may be required; and general economic, market or business conditions.
Neither the TSXV nor its Regulation Services Provider (as that term is defined by the TSXV) accept responsibility for the adequacy or accuracy of this release.
CONTACT
Mark MacDonald
Vice President, Investor Relations
Ucore Rare Metals Inc.
1.902.482.5214
[email protected]